
电泳涂料主要性能的测定方法
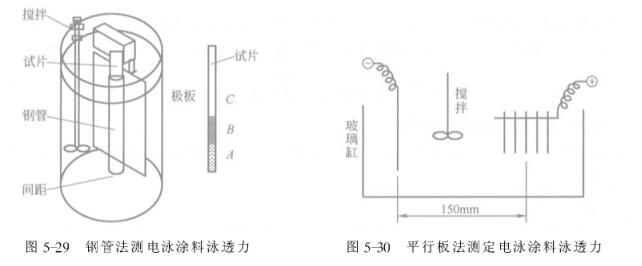
泳透力是电泳涂料的重要指标,一般采用钢管法测定,如图5-29所示。
电泳涂料主要性能的测定方法配图1
将一∅20mmlx1300mm的钢管(或塑料管)浸入装満涂料液的圆漆筒中(∅230mmlx250mm),将一为20mmx300mm的不锈钢片,插入钢管或塑料管(当涂料泳透力较小时,采用塑料管)中,按照规定的施工条件电'泳2~3min取出钢片,用水冲洗,烘干。钢片按涂层的质量可分为A、B、c三段,A段为正常沉积区,B段为过渡区,c段为无沉积。将(A+B)/2称为该条件下涂膜渗入高度,钢管内径不同,电沉积涂膜的渗入高度各异,西者成反比关系。管径大小选择,以已有的泳透力最高的涂料电沉积时涂膜渗入高度为浸入管长的一半为原则。
管子插入涂料液中150mm。钢管法对测定泳透力较高的涂料比较有效。
另外,还有平行板法和v形法。平行板法是利用多层板电极,其中所有的板都是平行的。实验时可用5块150mmlx150mm的钢板,试样彼此间隙为1mm,整组试样与捕助电极平行,中心试样距高阴极30mm,如图5-30所示。接通电源,电泳3min后取出来,烘干后称重。按式(5-31)计算每块板的平均沉积百分数。

电泳涂料主要性能的测定方法配图3
电泳涂料主要性能的测定方法配图4
泳透力以5块极板的平均沉积百分数的相近程度来评定。愈接近,泳透力越高,平均沉积百分数相差愈远,泳透力越低。
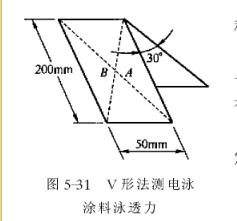
v形法是利用西块平板构成一狭窄的v形件,其下部连在一起,上部保持一定的距高。电泳成膜后,检査其内表面上涂有涂膜的面积,如图531所示。
图中所示无涂料区域越小,则泳透力越好。但该方法只能定性而不是定量地说明问题。
烧结法:称取1~2g涂料液于已知量的增埚中,在烘補中高温烘至恒重,然后烧结至恒重。按式(532)计算:

电泳涂料主要性能的测定方法配图5
式中
A-一增埚质量,g;
H--(增埚+涂料液)烘干后的质量,g;
c--(增埚+涂料液)烧结后的质量,g。
高心法:取一定量涂料液,用高心法将水与固体分分高,沉淀物用酸(氨)加蒸馏水洗涤,然后取出烘干,即测出颜料含量;再取出同样涂料液,测固体分,进行换算,即得颜基比。

电泳涂料主要性能的测定方法配图6